
电 话:15020005878
QQ:352721417
邮 箱:352721417@qq,com
网址:www.gdstest.cn
地 址:山东省济南市历城区华山街道高墙王小区18号楼4单元402室
1、日照定做便携式直剪仪该仪器需由专人操作。2、在使用前必须检查油箱的油标位置和油管接着是否松动。3、放好试块,转动手轮,调整丝杆高度,可调至试件离上压板1-2mm。4、接通电源,启动电动机。5、关闭回油阀,控制送油阀,当强度等级小C30时,取0.3-0.5Mpa/s的加荷速度,强度等级大于或等于C30时,取0.5-0.8Mpa/s的加荷速度;当试件接近破坏而开始迅速变形时,应停止调整试验机油门,直到试件破坏。6、试件破碎后,打开回油阀,使活塞回落,此时,从指针所指读数即为该试件的破坏荷载,并予以记录。7、清扫试件碎屑,进行下一次试验。8、日照便携式直剪仪生产厂家试验完毕后,按停止键,关闭电机,关闭电源。

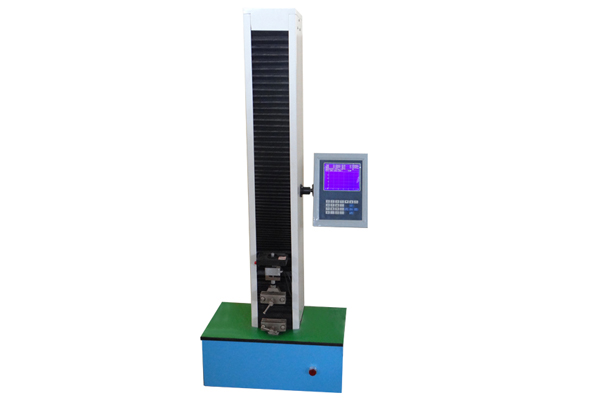
1、拉力试验:普通采用的仪器是液压万能试验机和电子万能试验机,首要是缓缓地在试样两头施加负荷,使试样的任务局部受轴向拉力,试样沿轴向伸长,进行到断裂为止,经过拉伸试验可以测定材料的抗拉强度和塑性特征等,日照定做便携式直剪仪要契合相关的数值和行业规范的要求。2、压缩试验:用户于测定材料在静压力效果下的压力强度,相对缩短和端面增大效率。对紧缩试样的根本要求是两个支撑端面要互相平行。日照便携式直剪仪生产厂家运用者普遍用万能试验机,电子万能试验机。3、弯曲试验:首要是用于测定材料或者构件的弯曲强度极限,弹性模量及大挠度,可以分为简支梁弯曲试验和纯弯曲试验。4、剪切试验:用于测定材料的抗剪切性能,用来评定柳钉用线材的质量。剪切试验分为单向切和双向剪切试验。

液压万能试验机,顾名思义,日照定做便携式直剪仪采用高压液压源为动力源。液压万能试验机采用手动阀、伺服阀或比例阀作为控制元件进行控制。普通液压万能试验机智能进行人工手动实现加载,属于开环控制系统,受价格因素的影响,测力传感器一般采用液压压力传感器。要经常注意试验机的在使用过程中发现的问题,定做便携式直剪仪生产厂家及时排除,以免测试结果产生错误。在就是对试验机定期检查校正,保证试验机的正常使用。摆锤位置不正常,摆杆对不准垂直标记。原因主要是油的黏度过大或油太脏。排除方法:更换黏度合适的油。主要是缓冲器失灵,除了按照常规调整外,还应考虑用油是否太稀、太脏等。放置油针旋钮,使油针与阀体之间的间隙减小,并重新列出A.B.C砣的标志。还有,当温度影响较大时,科适当更换油。试样断裂后,摆锤快速回落,造成冲击。而电液伺服类万能材料试验机则是采用伺服阀或比例阀作为控制元件进行控制,国内有些厂家亦已经采用高精度负荷传感器来进行测力。

1、日照便携式直剪仪生产厂家杯突试验机采用了新型的结构原理,为 伺服电机恒速度加载,可实现恒速率控制,由PC计算机控制冲压过程,冲压速度可无级调速、预先调定。(过去油缸油源加力无法实现恒速率控制)。2、夹紧力由 液压油源独立加载,夹紧力可调整, 数据同步显示、可独立标定。3、测力装置已改过去 液压传感器为 轮辐式传感器,杯突值测量为 编码器测量,结合轮辐式传感器(直接测力)大大提高了 试验机测量杯突值的准确性和可靠性。4、日照定做便携式直剪仪杯突夹具更换方便、试样装卸简便,试样放入后,按自动按钮即可完成夹紧,试验参数可输入、更改,冲压过程全自动一键完成、无人为影响,可实现 闭环控制,冲压力值下降判断试样出现裂纹自动停车,同时易于观察试验过程,能更准确的判断出现裂纹瞬间的杯突值。试验数据计算机显示,并有峰值记忆功能,即最大冲压力、杯突值等,实现试验结果的报表、存储、批次、曲线绘制等,变形高度自动记忆,一次试验结束可自动恢复到待试验状态。

装有电子测力装置的拉力试验机,可以认为在标准所给出的各试验速度下完全无惯性。但这未必适用于通常和它们一起使用的电子记录仪,定做便携式直剪仪在许多情况下这些记录仪的动态不准确度大大超过它们的静态不准确度。便携式直剪仪生产厂家所有的机电式记录仪都存在动态误差,此误差通常来源于由装置的惯性而产生的加速度误差和由机械与静电的摩擦作用引起的笔的滞后误差。记录仪动态准确度的测量最好通过记录试验过程中的误差信号大小来实现。

材料试验机应用行业:定做便携式直剪仪金属材料、航空航天、粉末冶金、磁性材料、陶瓷制造、橡塑、计量质检、商检仲裁、技术监督部门、高等院校、便携式直剪仪生产厂家科研实验室、基础材料实验室、冶金钢铁、机械制造、电子电器、汽车制造、纺织化纤、电线电缆、包装材料和食品、医疗器械、石油化工、民用核能、能源电池、基础材料、特种材料等领域。
济南吉蒂艾思仪器设备有限公司 版权所有@ Copyright 2017
电话:15020005878
网址:www.gdstest.cn
备案号:鲁ICP备20029814号-1
地址:山东省济南市历城区华山街道高墙王小区18号楼4单元402室



 中文站
中文站

 在线咨询
在线咨询